
neuer Flansch

Der neue Flansch, die Montage uns seine Nachbearbeitung
Im vorhergehenden Schritt habe ich erklärt, welches Problem ich hatte um den alten Flansch auf den Wellenstumpf aufzubringen. Hier kann ich nun die Lösung darstellen. Es handelt sich einfach und ergreifend um einen neuen Flansch für das Spannfutter. Der Flansch wurde nicht von mir gedreht, sondern von einem Freund. Dieser hat ganze Arbeit geleistet, wie ich finde. Doch eine Nachbearbeitung war von nöten, da die Welle einen Durchmesser von 12,7mm hat, und die Bohrung im Flansch nur 12,6mm. Was nun?? Mit einem Bohrer kommt man da nicht weis, zumal es diese auch nicht gibt in der größe. Aber der nette Freund gab eine Reibahle mit! Mit dieser ist es möglich im hundertstel Millimeter Bereich Material aus einer Bohrung heraus- zudrehen. Und nun zu den Bildern mit der dazu passenden Beschreibung. Alle Angaben ohne Gewähr.

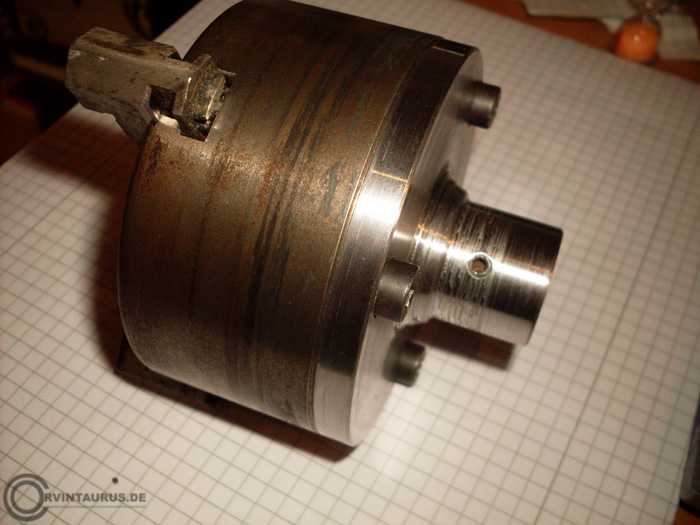
Der Flansch. Man stelle sich ihn ohne die Befestigungslöcher und der kleinen Made vor. So kam er bei mir an. Wunderschön und super
stabil, wie ich meine. Eine wirklich sehr gute Arbeit!! An dieser Stelle, danke Thomas!!

Auf der Unterseite des Flansch Anschlussstückes, ist eine kleiner Überstand, welcher passgenau auf das Futter passt. Es quasi
die Arrettierung der beiden Teile und verhindert das Verrutschen. Man kann an den Rattespuren erkennen, das es eine wirklich
schwere und mühselige Arbeit war und mit sicherheit auch das Werkzeug gelitten hat.

Die Rückseite des Futters zeigt die passende Vertiefung für den Flansch. Ebenso kann man die Gewindebohrungen erkennen, welche im Winkel von
120° zu einander stehen.

Als erstes habe ich die Bohrung etwas ausgedreht mit der Ahle. Wie das geht, erkläre ich später. Anschließend habe ich den Flansch
auf die Welle gesteckt. Mit dem Motor, welchen ich noch vorstellen werden, habe ich die Welle in Rotation gebracht und mit einem Messshieber während
des drehens angezeichnet.
Die Madenschraube brauchte nicht unbedingt sein, aber sicher ist sicher. Dazu einfach abgemessen, angekörnt und erst 1,5mm danach auf 4,5mm aufgebohrt.
Danach das Gewinde geschnitten.

Das ist die Reibahle, mit welcher ich das Loch etwas aufgedreht habe. Deren Funktion ist nachvollziehbar. Fakt ist, das die Schneideklingen
als Schlitten auf einer schief eingefrästen Ebene im Gewinde rutschen. Von beiden Seiten wird eine Stellmutter angeschraubt um die Position zu sichern.
Es ist nicht ganz einfach, aber mit etwas probieren und messen, sollte es in den Griff zu bekommen sein.

Die Detailansicht zeigt gut die Schneideklingen.

Mit der oberen Stellmutter habe ich die Klingen befestigt, und mit der hier sichtbaren Stellmutter spanne ich die Klingen.
Alles sollte ohne großen Kraftaufwand geschehen.
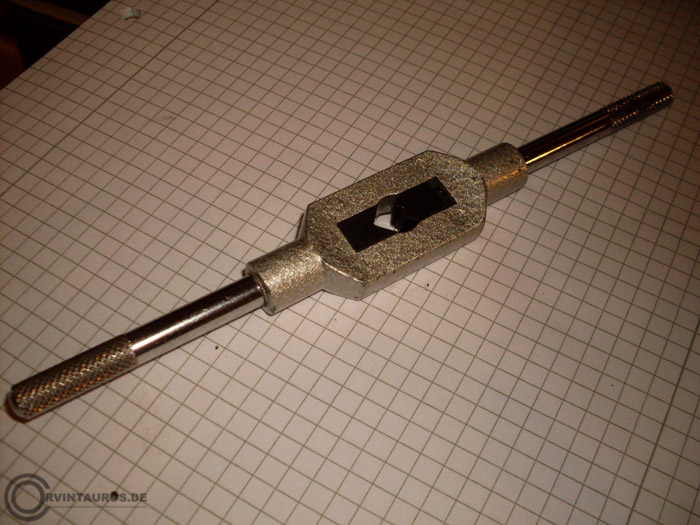
Dies ist ein Windeisen. Jenes wird auch bei Gewindescheindsätzen verwendet. Also die Ahle eingespannt, freigedreht und wieder ausgespannt.
Es hat sich als nachteilhaft erwiesen, die Ahle wieder herausdrehen zu wollen.
Mit diesem Messschieber habe ich jegliche Kontrollen abgeleistet.
So, alle Angaben ohne Gewähr.



 So / 06.07.2025
So / 06.07.2025



